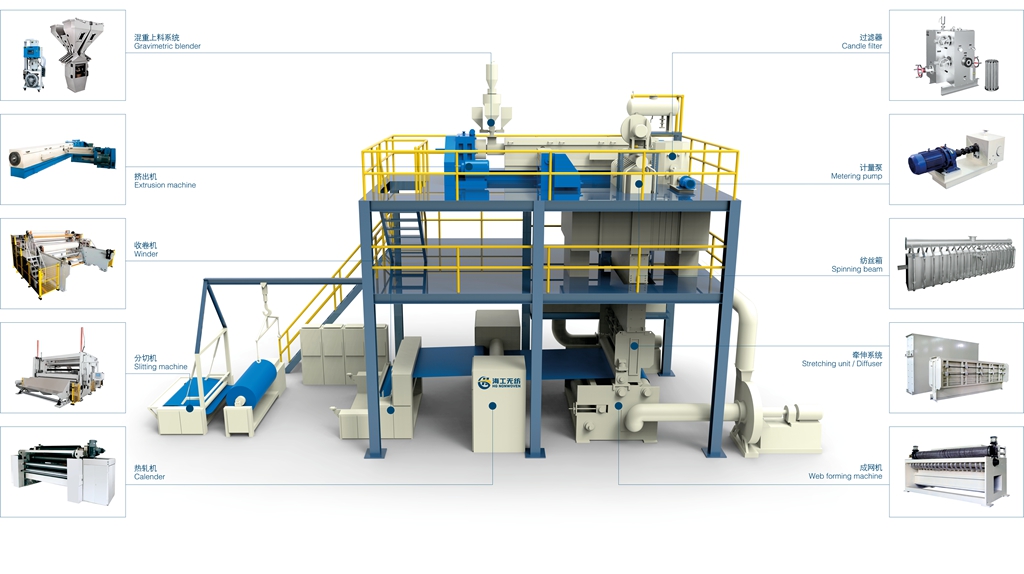
Overall Process Flow:
Polymer → Extrusion → Spinning → Drawing → Web Formation → Bonding → Winding
1. Polymer Feeding & Extrusion System
This is the starting point where raw material is prepared and melted.
- Hopper & Dosing System: Granules or chips of polymer (e.g., PP, PET) are stored and precisely metered.
- Extruder: A large screw rotates inside a heated barrel to melt the polymer uniformly.
- Melt Pump (Metering Pump): A precision gear pump that ensures a constant, pulse-free flow of molten polymer to the spinneret, critical for filament uniformity.
2. Spinning Beam & Spinneret Assembly
This is the heart of filament formation.
- Spinneret: Located at the bottom of the spinning beam. It's a complex, heated block containing final filters and a thin plate drilled with hundreds to thousands of precise holes. The molten polymer is forced through these holes to form a curtain of fine, molten filaments.
- Spinning Beam: A large, thermally controlled manifold that distributes the polymer melt evenly from the extruder to all parts of the spinneret.
3. Filament Quenching System
This section cools and stretches the filaments to their final fine diameter.
- Quenching Chamber: Located directly below the spinneret. Cross-flow cooling air (conditioned for precise temperature and humidity) is blown across the filaments to solidify them.
- Drawing Unit: The most critical for web quality. High-speed drawing air is introduced here to accelerate and stretch (attenuate) the filaments.
4. Web Formation System
This section disperses the filaments and deposits them onto a moving belt to form a uniform web.
- Diffuser: Located at the outlet of the drawing unit. It slows down and spreads out the high-velocity filament/air stream.
- Forming Belt: A continuous, permeable conveyor belt (often a wire mesh) moving in a horizontal or inclined plane.
- Forming Chamber/Box: The enclosure where the web is formed, maintaining controlled air flow.
- Suction Units: Located under the forming belt to remove process air and stabilize the web.
5. Bonding System
This is where the web gains its mechanical strength and integrity.
- Thermal Bonding (Calendering): The most common method for spunbond.
- Calender: A pair of heated steel rollers, one engraved and one smooth.
- Engraved Roll: Features a specific point-bond pattern. Under heat and pressure, the filaments are fused at these bond points.
6. Winding & Finishing Section
The final stage where the finished fabric is prepared for shipment.
- Winder (Turret Winder): Automatically winds the fabric into large rolls. Features automatic cutting and transfer to start a new roll without stopping the line.
- Edge Trimmers & Slitters: Trim the selvages and slit the wide fabric into narrower rolls if required.
Frequently Asked Questions (FAQ)
Q: What is a Spunbond Nonwoven Machine?
A: A spunbond nonwoven machine is an industrial system that converts polymer granules directly into nonwoven fabric through a continuous process of extrusion, spinning, drawing, and bonding.
Q: What is the main advantage of this machine layout?
A: The main advantage is simplicity, which results in lower investment risk, reduced capital costs, and easier operation and maintenance, making it ideal for small to medium-sized enterprises.
Q: What materials can be processed by this machine?
A: The machine is primarily designed to process thermoplastic polymers, such as Polypropylene (PP) and Polyester (PET).
Q: How is the quality of the nonwoven fabric controlled?
A: Quality is controlled through precise systems including melt pumps for uniform polymer flow, precise spinneret holes, and conditioned cross-flow cooling air to ensure uniform filament diameter.
Q: What role does the calender play in the production?
A: The calender is responsible for thermal bonding. It uses heated rollers (one engraved) to apply heat and pressure to the web, fusing filaments at specific points to give the fabric its mechanical strength.
Q: Is the production process continuous?
A: Yes, the machine is designed for continuous, high-speed production, including automatic winding and cutting, allowing for efficient output with high uptime.